|
电动机转子感应加热与轴热套
电动机无轴转子是用硅钢片叠成,用铝液浇注为一整体,经过加热到一定的温度后热套在已加工好的轴上,待冷却后无轴转子与轴固定在一起,成为鼠笼型转子。
以前无轴转子的加热,多数制造厂是采用火焰炉或电阻炉加热,为了提高加热质晕与牛产率,降低耗电量与生产成本,对无轴转子采用感应加热进行了研制,取得了较好的效果,现已用于生产。
根据无轴转子的直径选择电流的频率,对于一般电动机的无轴转子,其直径较大采用工频感应加热;对于小型的电动机无轴转子采用中频感应加热。如图12-24所示为无轴转子工频感府加执的啸套讶各 向坛T顺感庙加热炉、由,源柜、电气柜。
1.无轴转子热套轴的工艺参数
无轴转子热套轴的工艺主要是根据轴与无轴转子内孔之间的较大过盈量来决定无轴转子的加热温度,其低加热温度t(℃)为了便于将无轴转子热套在轴上,以及考虑到在热套过程中温度的降低,实际上无轴转子的加热温度应比低加热温度1高几十度,视具体情况而定。
2.感应加热电流频率的选择
工件感应加热效率的高低,基本上决定于电流频率的正确选择。电流的穿透深度
由上式可知,当工件的电阻率p与相对磁导率Ur定时,随着电流频率f 的增高,电流在工件上的穿透深度就越来越小。一般认为感应电流只在电流穿透层中流动,其热量也只在这一电流穿透层中产生。无轴转子热套轴,要求无轴转子的内孔受热膨胀,而无轴转子内在电流穿透深度以下的金属仅能从已被加热层按导热的方式加热。当电流频率越高,这样的传热所需要的时间越长,这就增加了被加热的无轴转子散入四周介质的热量,降低了感应加热的热效率。为了提高感应加热的热效率,必须缩短加热时间,其方法就是降低电流频率,增加在工件上的电流穿透深度。
由于无轴转子的硅钢片具有很好的导磁性,其相对磁导率Ur较高,其电流穿透深度较小,当用1000Hz电流加热无轴转子时,其外表面与内孔的温差为100 - 15℃ , 即内孔为250℃时,其外表面温度为350 -400℃ 。工频电流感应加热,其内外表面温差为20 - 50℃,若要求内孔温度为250℃ ,外表面温度为270 -300℃ 。 为了达到同一加热热套温度,就勿需过高的加热温度,有利于节省电能。
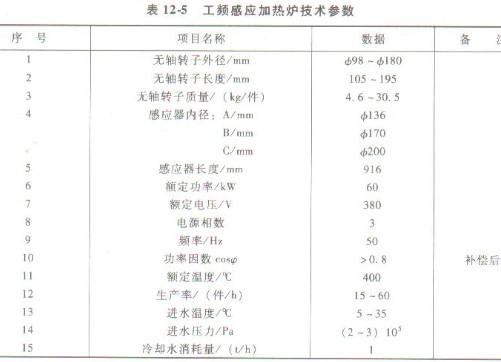
3.工频感应加热炉的技术参数
无轴转子加热用的工频感应加热炉技术参数见表12-5。
4.工频感应加热炉
无轴转子加热用的工频感应加热炉全套设备由加热炉、电源柜、电器柜与水冷系统等部分组成。
加热炉:根据所要求加热的无轴转子外径巾98 -巾180mm,采用三台工频感应加热炉,其结构型式相同(见图12-25),但不同时使用。在表12-5中,加热炉A 感应器内径小136mm ,用于加热外径仂98 - 巾1 16mm、长105 - 135mm 的无轴转子;加热炉B 感应器内径妣70mm,用于加热外径巾136 - d/>150mm、长110 - 195mm 的无轴转子;加热炉C 感应器内径Q200mm,用于加热外径仂162 -仂180mm 、长1 10 - 195mm 的无轴转子。

图12-25为无轴转子加热用的工频感应加热炉结构图。无轴转子装于进料台后,电动推杆按生产节拍推料,通过感应器后即达到所要求的加热温度,在出料台将轴装入无轴转子,完成转子的热装任务。进料节拍时间由时间继电器与行程开关进行控制。 感应器是加热炉的关键设备,该感应器为单相,线圈用纯铜管绕制,工作时通水冷却。在线圈的圆周上均匀布置有用硅钢片叠成的导磁体。线圈内衬有隔热层与用不锈钢制成的开了槽的耐热套,在耐热套里装有导轨,工作时无轴芏导轨上从感应器的一端推向另一端而被加热。
电源柜:装有空气开关、熔断器、指示灯等元器件及电压、电流、功率、功率因数等仪表以及控制、监测电气系统。
电气柜:装有基本补偿和可调补偿电容器、平衡电抗器、平衡电容器、控制开关、指示灯等元器件,保证三相供电线路的平衡。
水冷系统:包括进、出水分配器,与感应器连接的绝缘软管以及压力表等,保证良好的供水冷却、监测和绝缘。
5.无轴转子工频感应加热的优点
无轴转子用箱式电阻炉、火焰炉加热,其加热速度慢,加热时间长,热损失大,消耗的能量多。箱式电阻炉的热效率约为55铂,工频感应加热的总效率可达70%以上。无轴转子在箱式电阻炉、火焰炉中是成堆加热,炉内温度不均以及出炉的先后,使得无轴转子与轴热套时温度难于控制,保证不了热套质量。用工频感应加热只要进料速度、电参数不变,加热温度具有很好的稳定性。工频感应加热无变频装置,设备简单,操作与维护方便、可靠,同时显著地改善了劳动条件和生产环境。
6.小型电动机无轴转子中频感应加热
小型电动机无轴转子的外径为小6Omm,内径巾19mm,过盈量为0.01 -0. 05mm, 长度为69 - 89mm,质量0. 7 - 0. 85kg。要求加热节拍时间为22s,加热温度350℃,而且转子的外表面不允许有摩擦损伤。依据这些要求,确定采用单件、立式、周期式加热的方式,即每22s时间加热一个无轴转子到350℃,以保证转子的外表面没有摩擦损伤。感应线圈为螺旋形,内径巾95mm ,长度130mm ,用10mm x 10mm X 2mm 的方形纯铜管绕制,线圈内衬钢化玻璃管。中频电源为50kW、1000Hz,通过中频降压变压器与感应线圈连接。实际测试的结果是功率22kW、电流频率1388Hz,加热时间22s,无轴转子达到350℃。
|