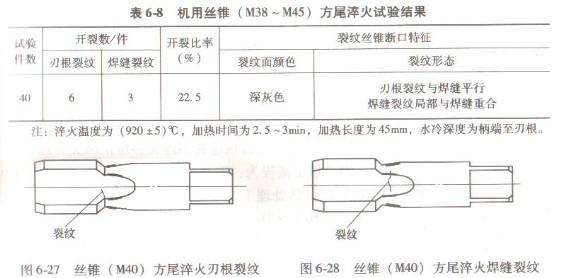
|
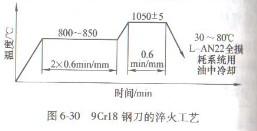
钢刀是屠宰设备的关键刀具,原采用国外进口材料DIN1.4112钢制作。为实现国产化,采用9Cr18马氏体不锈钢代替进口钢材。钢刀尺寸为553mm×211mm x8mm, 其结构简图如图6-29 所示。技术要求为:硬度54 ~58HRC,E 面平面度误差<0.025mm,其淬火工艺如图6-30所示。生产中发现,钢刀热处理后,金相组织为隐晶马氏体+碳化物+残留奥氏体,硬度为58HRC左右,符合技术要求;但钢刀淬火后变形严重超差,E面下凹,F面凸起,翘曲变形量达2.8mm,造成不少工件失效报废。
检验发现,钢刀在X一X方向变形达2.8mm,在H一H方向变形为1mm。分析认为,刀具淬火时,刃口E面冷却速度快,过冷奥氏体先达到 Ms点发生马氏体转变,体积胀大,而刃口F面内侧在E面膨胀作用下产生拉应力,E面膨胀时因受到F面内侧限制形成压应力,使钢刀发生翘曲变形,刃口E面下凹,F面凸起。为防止钢刀翘曲变形超差失效,提出钢刀预弯曲一淬火一矫正回火处理工艺改进试验,效果良好。
9Cr18钢刀加工流程为:锻造一退火一机加工一预弯曲处理一淬火一回火一精磨一成品。主要热处理工艺改进措施如下:
(1)热应力预弯曲,工艺为750℃x2h,保护加热;应使工件均匀加热,消除加工应力。
(2)6000C空冷处理,目的是增大刃口E面与F面误差,增大热应力,使热应力预弯曲符合要求指标。
(3)经上述处理后,钢刀在X一X方向热应力翘曲变形为2.Smm左右,在H一H方向变形为0.7mm左右,刃口E面凸起,F面下凹,和组织应力产生的变形方向相反。此后,将9Cr18钢刀用螺栓固定于仿形夹具上,进行保护气氛定形处理,使工件内应力消除,但预弯曲变形保留。
(4)淬火。钢刀预弯曲处理后淬火,工件变形大大减少,F面凸起约为0.3 - 0.4mm。
(5)矫正回火。将淬火后刀具夹紧,夹具是专用设计的;利用回火时工件的自回复作用,使钢刀变形进一步减少。生产操作要点是:①钢刀要在专用夹具夹紧;②淬火并夹紧后立即回火,回火工艺为:油温22W x3h回火。处理后,工件变形微小,符合技术要求,并可防止钢刀因应力大出现碎裂失效弊病,产品质量明显改善。
9Cr18钢刀采用上述改进热处理工艺生产后,钢刀强度、硬度及耐蚀性优良,并且变形微小,E面平面度误差<0.025mm,满足工件尺寸精度及公差要求。
|