|
整体式高速钢倒角刀热处理技术要求有硬度和金相两项。硬度要求:前刃部64 -66. 5HRC; 柄部30 -50HRC;过渡区50 - 63HRC。金相要求:回火程度≤2 级;过热程度≤1级。倒角刀如图2-17所示。该刀一般用通用高速钢制造,热处理工艺如下。
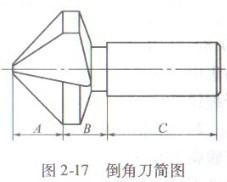
图2-17中A为有效切削长度;B为过渡区;C为柄部,一般以距离柄端25.4mm处,为柄部硬点检测点。
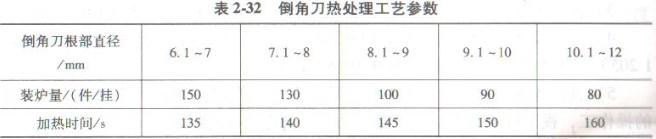
1)预热。选用合适插板夹具,刃部朝下柄部朝上,装炉量见表2-32。预热温度为850 -870℃,预热时间为加热时间的两倍,预热时将柄部全部浸入中温盐浴中。
2) 加热。W18Cr4V、M2、9341 加热温度分别为1 265 - 1 28℃、1 210 -1 22℃、 1 215 - 1 230℃ 。 加热时间见表2-32。晶粒度控制在0. 5 - 11 级。
3)冷知 580 -620℃中性盐分级冷却,分级时间同高温加热时间。
4) 回火。冷却到室温,清洗干净回火,其工艺为55WC x lh x3 次。
热处理关键问题在于,控制好柄部硬度比较难,但经多次实践就能积累经验解决问题。
|