|
机床是机电制造业的心脏,也是工业、农业、国防及民生领域各类设备、器具、机械和仪器仪表及工模具等制造加工的工作母机。机床零件主要包:导具、机械和仪鹳仪表及工模具等制造加工的工作母机6,机冰零件芏墅包擂r罐等)、离合器零件、弹簧卡头(夹料卡头、送料卡头、磨阀瓣专用卡头、小型专用卡头等)和机床附件(分度头宅轴、分度头蜗杆、卡盘爪、卡盘丝、转台零件等)等。机床零件失效的主要形式包括:断裂、变形、腐蚀、磨损、擦伤、咬死等。机床零件失效的主要形式包括:断裂、变形、腐蚀、磨损、擦伤、咬死等。热处理缺陷主要有:裂纹、变形、腐蚀、力学性能不合格(硬度 强度、刚度、韧性等)和组织不合格(氧化、脱碳、软点或软带、渗氮层脆性、疏松、晶粒粗大、碳化物网等)等。
机床活塞超音频感应加热淬火裂纹分析及对策
超音频加热工作频率为30 -40kHz,加热透人深度约为2.5 -2.89mm. 介于高频和中频加热之间。M10808无心磨床活塞结构简图如图7-1所示。感应器示意图如图7 -2所示。活塞材料为45钢,工件要求对45mm柱面淬火。生产中发现,工件用图7-2a 感应器加热淬火后,常出现尖角处崩裂失效,回火后发现在30mm台阶根处开裂,造成工件报废。
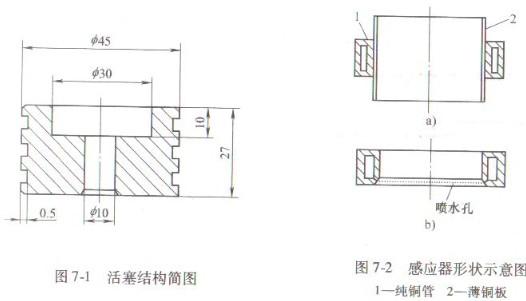
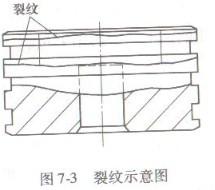
分析认为,零件尖角处加热温度高,易出现过热,而且尖角处热应力和组织应力大,开裂危险性大;另一方面,工件的比功率越大,加热速度越快,工件加热时间越短。工件加热时,_上下温差大,上部尖角处温度高,工件水淬前预冷使活塞下部温度较低,因而淬火硬度不足,造成工件硬度不均;如预冷时间短工件上半部易开裂;工件裂纹示意图如图7-3所示。另一方面,工件加热高度约为感应器的3倍,加热工件至淬火温度则要加长加热时间,引起工件尖角处过热,并且使加槐层深度增加很多.俥工件热庙力和组织府力加大.导致工件淬裂。断口分析表明,活塞裂纹呈横向弧状(见图7-3),断口形貌为灰白色,明显粒状结构,有金属光泽。裂纹多发生于尖角和dp30mm孔根部。这是工件过热,使工件在该处淬火中组织应力和热应力叠加产生应力集中,从而使工件开裂。
防止工件过热和加热时间过长,在设备功率等因素不变的条件下,可采取减少感应器高度,以相对提高加热工件的比功率(见图7-2b);采用连续加热和喷水冷却方式。一方面加热速度提高,一方面冷却条件改善,从而避了工件加热时间长和局部过热弊端,取得明显效果。采用改进工艺后,活塞废品率大大降低(仅约1%),满足了技术要求和生产需要。
|