|
摆臂轴(图8-24)是柴油发动机上的重要零件之一"工件材料为45钢。技术要求热处理后工件硬度为50 -55HRC,热处理工艺为:(820 -840)℃x7min盐浴加热后,淬入质量分数为lo呖盐水(NaCl) 中;回火工艺为(200 -220)℃×60min。生产中发现,摆臂轴淬火后常出现边角处裂纹及剥落,造成产品失效。
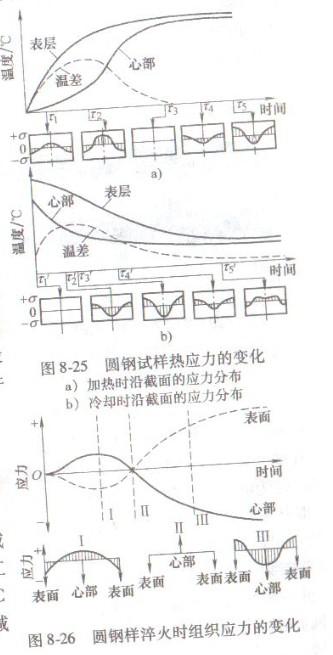
检验分析工件裂纹剥落失效原因发现,工件淬火前存在残留应力严重,加工后未消除其残留应力,这是造成工件淬火时边角处出现裂纹的重要原因之一;另一方面,工件淬火中产生了热应力,图8-25示出了工件淬火中产生了热应力,图8-25示出了工件淬火加热时热应力的变化情况;同时,工件淬火时,奥氏体转变为马氏体,由于马氏体比体积大,产生了体积胀大,转变中出现组织应力,工件淬火时因组织转变产生组织应力的变化情况如图8-26所示。实际上,摆臂轴出现淬火裂纹是由于工件淬火前存在严重残留应力(切削应力和切削热应力残留)加上淬火过程产生的组织应力和热应力叠加的结果。当叠加应力超过工件的抗拉强度 时,工件产生裂纹并随后在边角处出现剥落,边角处正是残留应力集中和叠加应力高部位,因而该处先开裂剥落,导致工件高部位,因而该处先开裂剥落,导致工件破坏失效。
(1)淬火前,工件进行(550~600)℃x3h去应力退火,以消除机加工中产生的应力。
(2)适当降低工件淬火加热温度,减少工件淬火加热中出现的热应力,减少工件产生裂纹隐患和危险。采用780 -800°C 淬火加热,工件出现淬火开裂倾向明显减小。
(3)采用合适的淬火介质,要求工件在淬火冷却开始阶段冷却快,以获得马氏体组织,马氏体转变阶段应冷却较缓慢,以减少工件淬火应力,避免工件出现开裂缺陷。实践表明,采用10%NaCI水溶液冷却比水淬火开裂倾向小得多,且淬火后组织、性能达到技术要求,因而采用10%NaCl淬火介质较交好。
(4)淬火后及时回火,消除淬火应力,稳定组织。回火工艺为:(200一220) ℃ x 60min。
摆臂轴采用上述改进工艺后,工件淬火后裂纹缺陷消失,淬火、回火后工件质量优良,满足了技术要求和生产需要,生产运行良好。
|