|
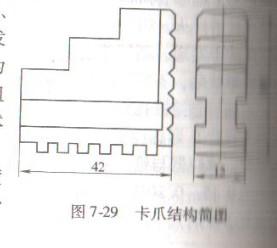
卡盘卡爪是机床的重要零件,卡爪材料选用45钢制涟,其结构简图如图7-29,所示。工件加工工序为:锻造一正火一机加工一整体淬火、回火一高频感应加热淬火、回火一精加工。工件整体淬火、回火后要求硬度为53 - 58HRC。生产中发现一批卡爪淬、回火后硬度偏低,硬度为48 -54HRC, 检查发现工件存在严重带状组织缺陷,造成工件硬度不均,不能满足技术要求,致使产品成批返修处理。分析认为,卡爪硬度偏低系因淬火温度偏低造成的。由于工件形状复杂,出于减少卡爪变形开裂考虑,采用低限淬火温度。工艺为:790℃x5min盐浴加热,淬入盐水中冷却,回火为180gC x90mino 检验发现,工件表面组织为马氏体+少量带状分布铁素体+少量托氏体;心部组织为托氏体呈带状分布+马氏体+铁素体。对卡爪毛坯件检验发现,部分卡爪带状组织严重,硬度不足。由此看出,工件原始组织中存在严重带状组织,使组织成分不均匀,在较低淬火温度下难以使工件组织完全奥氏体化,从而使淬火后组织中含有未溶带状铁素体,因而导致硬度偏低和硬度分布不均匀缺陷。
 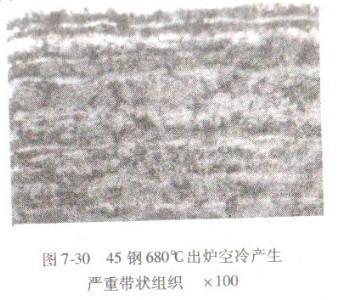
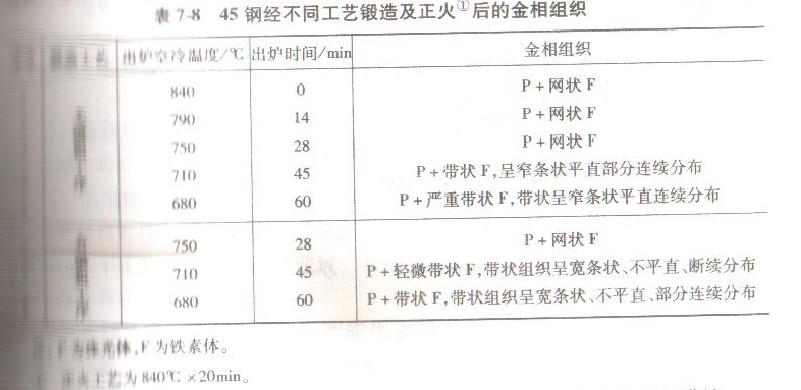
为验证上述分析,对卡爪锻造正火与带状组织关系进行了试验。45钢经不同工艺锻造及正火后的金相组织见表7-8.试验发现,带状组织产生及严重程度和锻造工艺及正火直接相关。卡爪锻造正火710℃出炉空冷发现轻微带状组织,680℃出炉空冷后产生严重带状组织,如图7-30所示。这是由于工件连续冷却过程中在Ar3 -Ar1:区间停留时间过长,导致铁素体充分析出,并使碳充分扩散造成的。
为防止卡爪硬度不足和硬度不均,避免产生带状组织,应采取以下措施:
1)采用合理的锻造工艺,使卡爪成分均匀化。
2) 卡爪锻件出炉后迅速分开空冷,注意工件在Ar3 -Ar1:温度区间停留时间不可过长。如果坯件中有轻微带状组织,E可采用工件在整体淬火中适当提高淬火温度与保温时间,促使工件组织完全奥氏体化,消除带状组织。
3)如因工件正火工艺不当产生严重带状组织缺陷时,应采用重新正火处理,使工件加热重新完全奥氏体化再空冷正火,消除带状组织。
|