|
为了节约昂贵的高速钢,12mm以上锥柄钻一般采用HSS和45钢、40Cr 或60钢摩擦焊制造。锥柄麻花钻含下面6个标准:锥柄麻花钻、锥柄长麻花钻、锥柄加长麻花钻、粗锥柄麻花钻、锥柄超长麻花钻、1:50锥孔锥柄麻花钻。以下简介摩擦焊锥柄麻花钻热处理工艺。
锥柄麻花钻简图如图2-28所示。麻花钻热处理技术要求在离钻尖4/5刃沟长度上(也有要求3/5)硬度≥63HRC,扁尾硬度≥30HRC。
1)预热。选择合适的夹具,按装炉量插装。要看清焊缝的位置,按理讲全部刃长(约为总长的60%)应使用高速,预热深度略超过焊缝。850 -870°C , 预热时间为加热时间的两倍。预热温度为间的两倍。
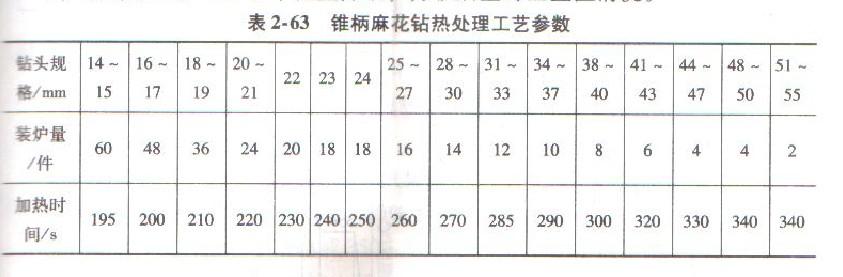
2) 加热。加热温度为1 220 - 1 230℃。加热时间见表2-63。高温加热位置应低于焊缝15 - 18mm,淬火晶粒度控制在9. 5 - 10. 5 级。
3) 冷却。580 -620"C中性盐分级,分级后空冷至室温清洗。
4) 回火。540 -550℃x lh x3 次回火,回火后逐项检查。
5) 淬柄。回火冷至室温后倒淬柄部850 -860℃淬水自回火。
|